Das Land Tirol ist reich an Kulturgütern aus verschiedenen Jahrhunderten
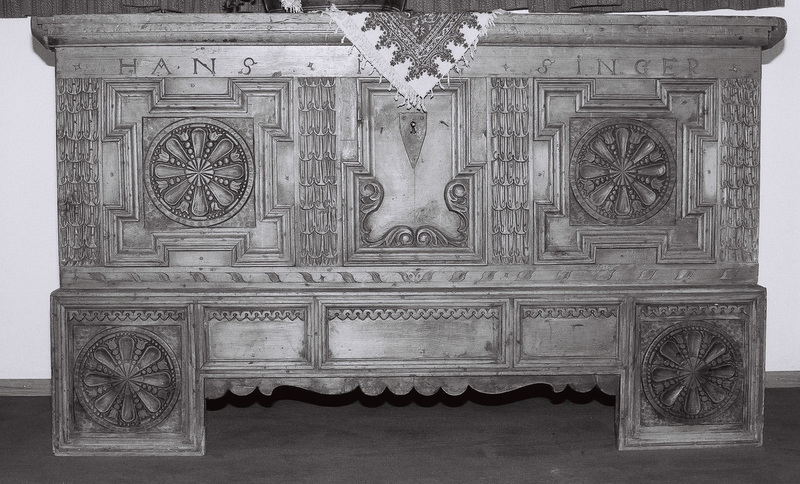
Dreifeldrige Stirnseite der Paznauner Sockeltruhe mit geschnitzten Rosetten

Der jugendliche Christus mit Engeln vor Apothekeneinrichtung. Ölgemälde, Raum Telfs, 18. Jahrhundert

Schmerzensmann „ecce homo“

Außenansicht mit den abgerundeten Gebäudekanten

Die Hohe Brücke nach der Gesamtrestaurierung 2001/2002

Die Nikolauskirche in der bäuerlichen Kulturlandschaft

Mühlengebäude mit Gerinne vor der Versetzung, Zustand 1976

Klassizistisches Grabkreuz, inschriftlich von Johann Franz Guem